¶ How to set the table for color printing?
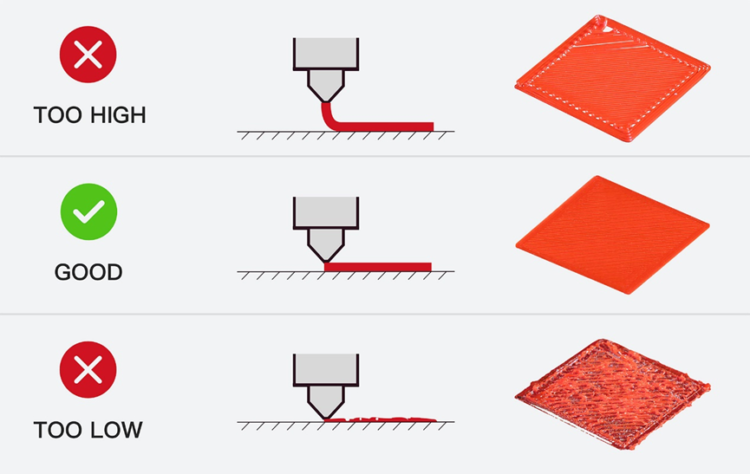
Starting 3D printing with a good first layer is crucial to successful printing. If the nozzle is too close to the table during printing, the first layer may curl, distort and crush. This causes the raid to be cancelled. At the same time, the nozzle may become clogged and your device may become unable to print.
Likewise, if the nozzle is too far from the table, your print will most likely be distorted. The basic parameter in the first layer calibration is the Z-Offset value. This value determines the height between the table and the nozzle.
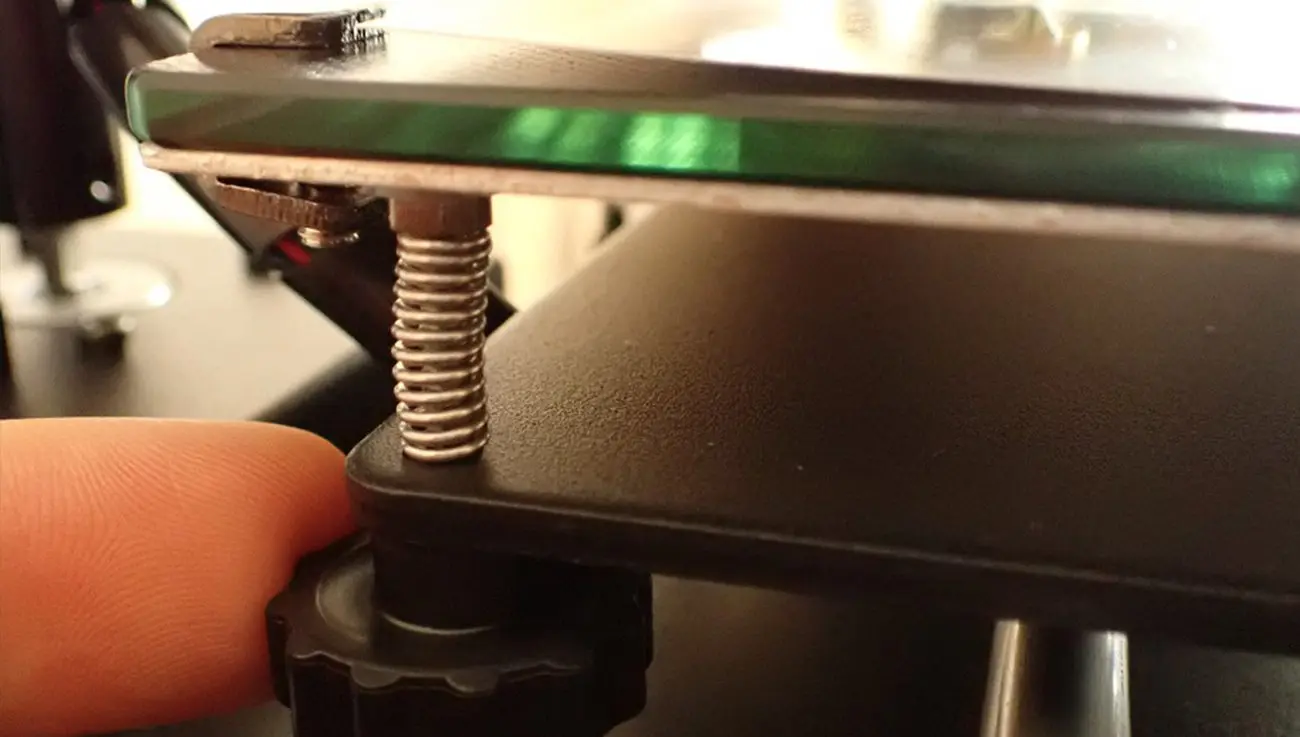
After you bring the head of the machine to the starting point by clicking the Auto Home button from the menu, you can adjust the height with the help of a piece of paper from the nuts on the 4 sides of the table. Move the head of the printer to the corner and adjust it so that there is only a paper gap between the table and the nozzle. You should feel a frictional force on the paper, not too much.